新潟県燕市のプレス金型設計製作所。3Dモデリングから熟練技術の絞り型・曲げ型・打ち抜き型まで迅速対応いたします。

温間絞り技術の紹介
温間絞りって?
冷間型では亀裂が入る深絞りも温間絞りでは可能
深絞り加工という技術の一種で、深絞りというのは1枚の金属板を金型で挟み込み、圧力をかけ指定の高さに成形することをいいます。これは溶接などの技術と違って、金属同士のつなぎ目が無く、キレイに仕上がります。
ただ、1枚の金属版から成形できる高さにも限界あります。今まではこれがネックとなり、ある程度の高さを超える成形はやはり2つ以上の部品をつながなければならないとされていました。
最近、成形する金型に温度制御を加える事で、冷間での深絞り加工よりもさらに深い絞り加工が可能となるという技術が開発され、これを「温間絞り」というようになりました。
弊社は加熱冷却装置を用いた「温間絞り」加工装置とあわせた温間絞りの技術を既にご提供しており、冷間絞りでは成形不可能とされた絞りの高さの限界値を上げる事が可能です。
深型絞り加工は金型等のイニシャルコストがかかりますが、1枚の金属板で成形可能な限界値を上げることができるので、実際は工程削減など様々なメリットがあり、製品自体のコストを削減することも実現可能なのです。
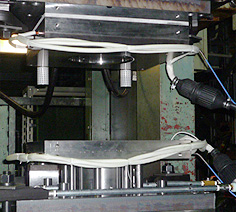
加熱成形型(温間絞り型)
パンチを冷却させ、ダイ・ブランクホルダーを加熱することにより、絞り率をアップさせます。
温間絞りの加工イメージ加熱成形型イメージパンチを冷却させることにより素材そのものが強度を増し、一方でダイ・ブランクホルダーを加熱することで張り出し成形性を向上させます。常温では限界な絞り深さも温間であれば加工が可能になります(オーステナイト系ステンレスに特に有効)。
温間絞り型

加熱冷却装置
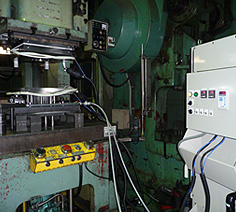
接続した図
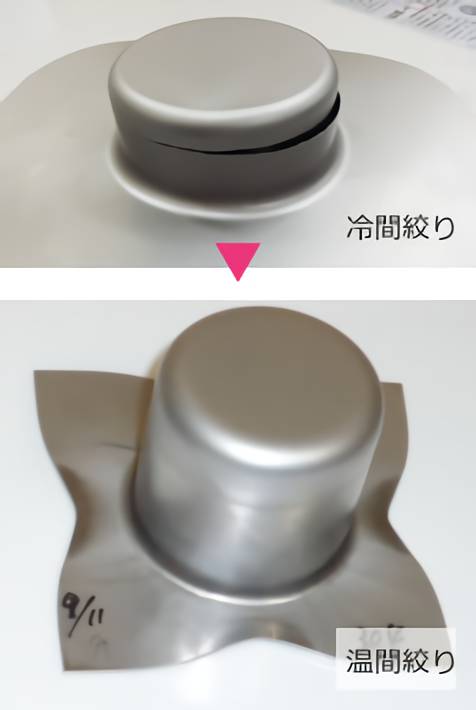
温間絞り型と冷間絞り型の比較例
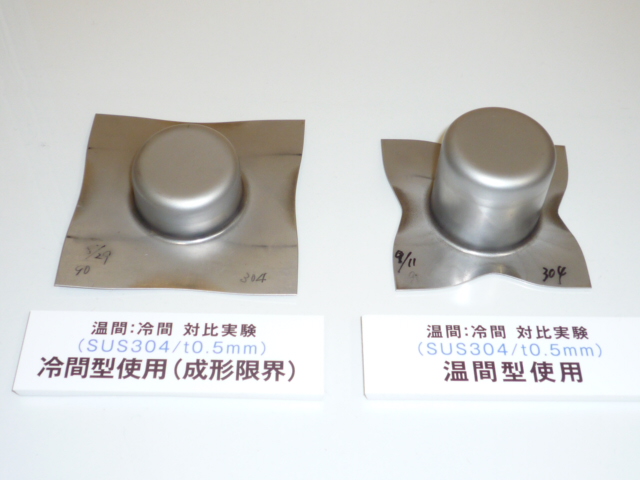
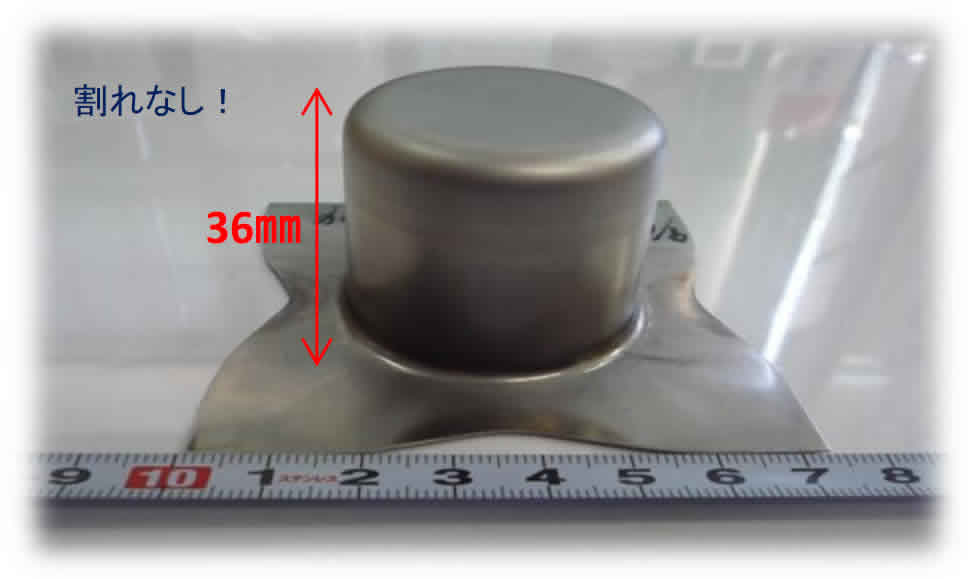
温間絞り型と冷間絞り型の比較例温間絞り型では冷間絞りに比べ、より深く絞ることができます。
素材:SUS304
サイズ:90×90mm
板厚:0.5mm
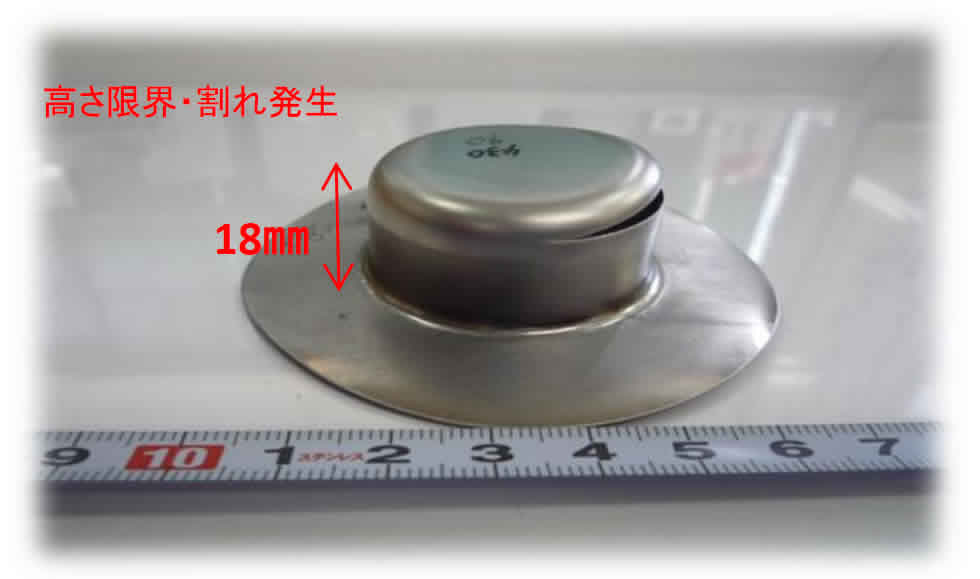
冷間絞りでは深さ18mmにて亀裂発生。
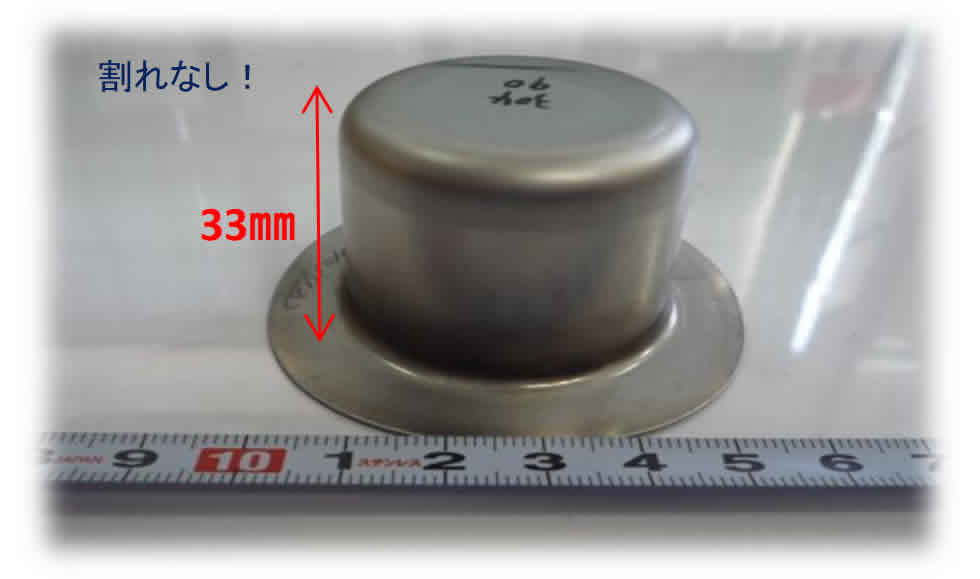
温間絞りでは深さ38mmでも余裕で絞れます。
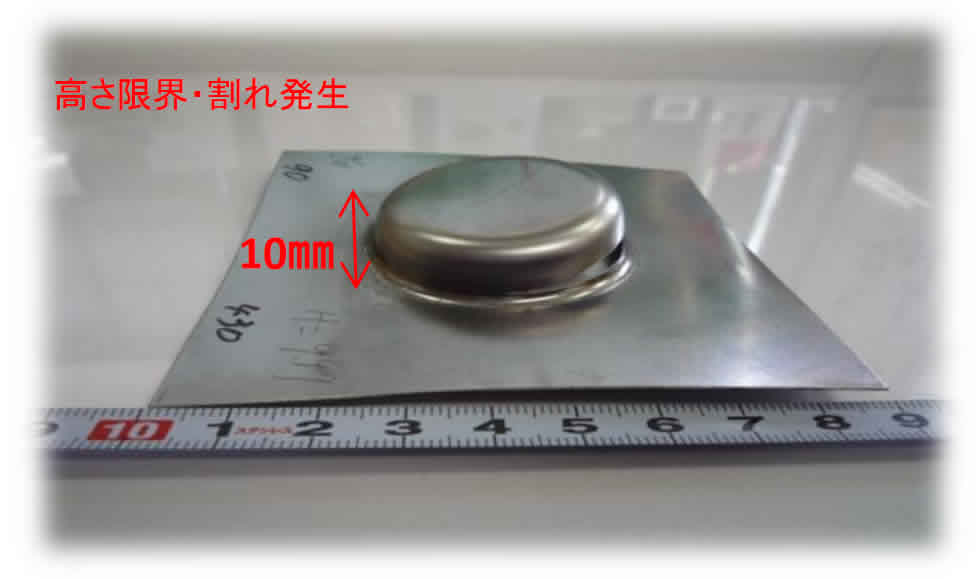
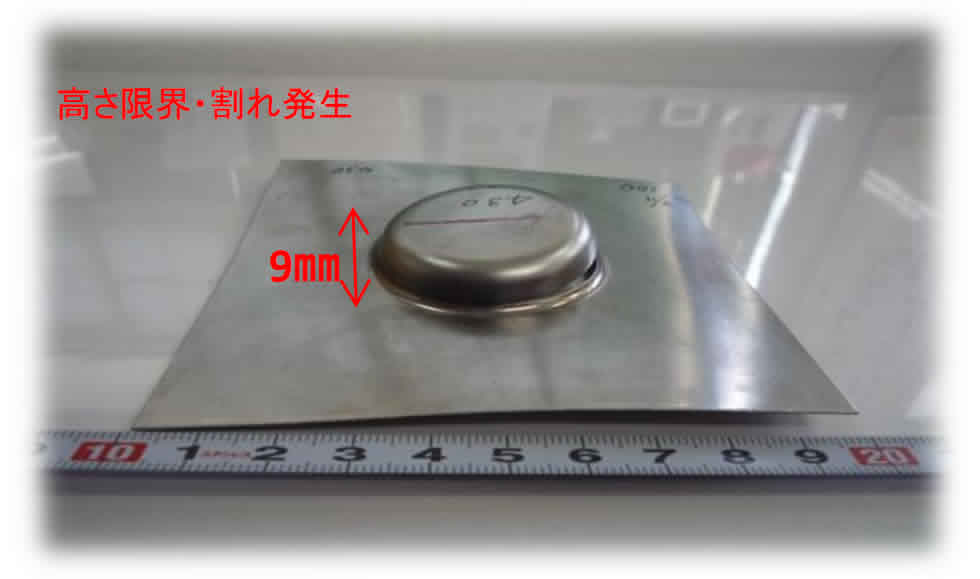
温間絞り型と冷間絞り型の対比実験
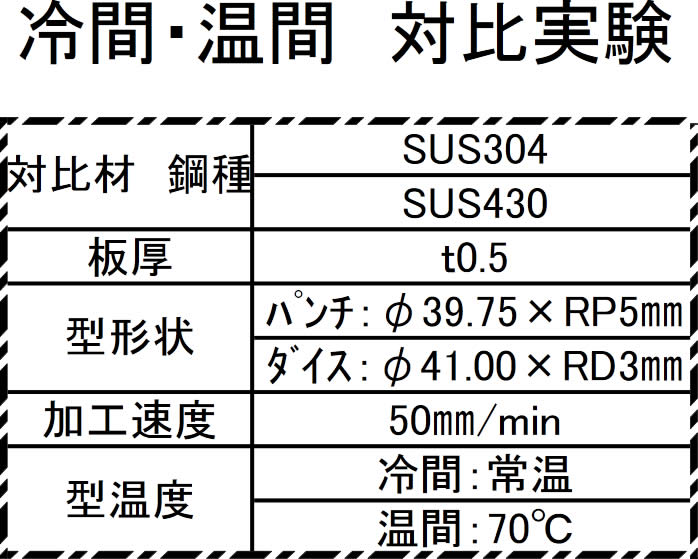
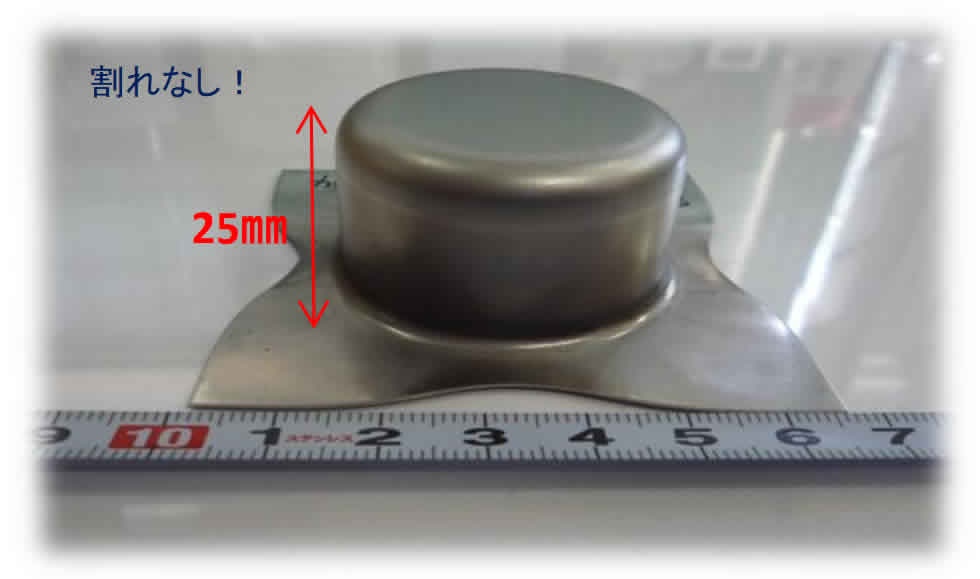
下記の資料を見て頂いておわかり頂けるかと思いますが、材質SUS304では、冷間絞り、温間絞りで大きく絞りの深さに違いがでました。
また絞る母材の形状、大きさによっても深絞りの限界に違いがでました。円状の母材の方が四角の母材より絞りやすく、四角の母材では母材の大きさが大きい方が深く絞れました(当然ながら端材は余分にでますが…)。
尚、温間絞りにも苦手があり、材質SUS430では冷間絞り、温間絞りともに十分に絞る事ができませんでした。
| 材質 | 素材寸法 | 冷間 | 温間 |
|---|---|---|---|
| SUS304 | φ90 | 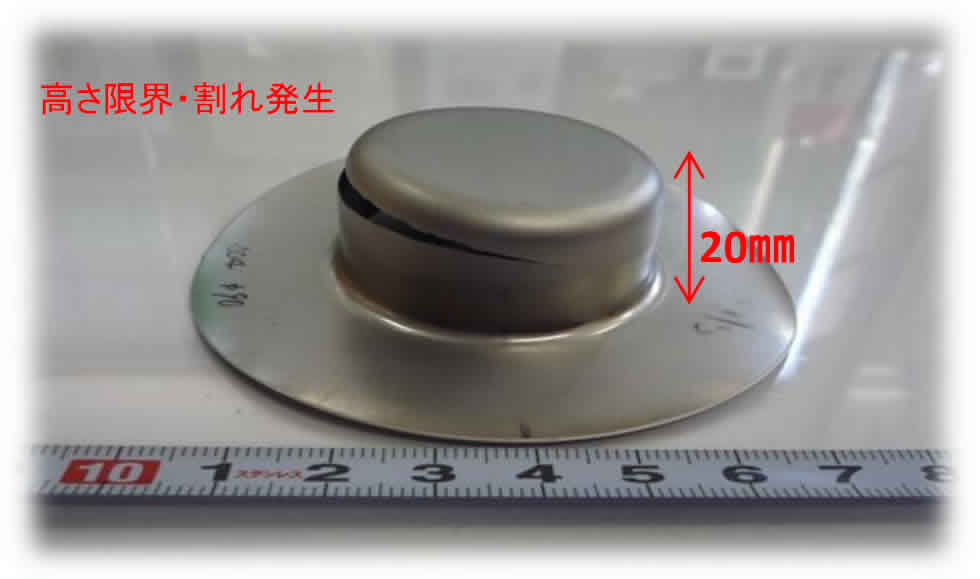 |
 |
| SUS304 | 80×80 | 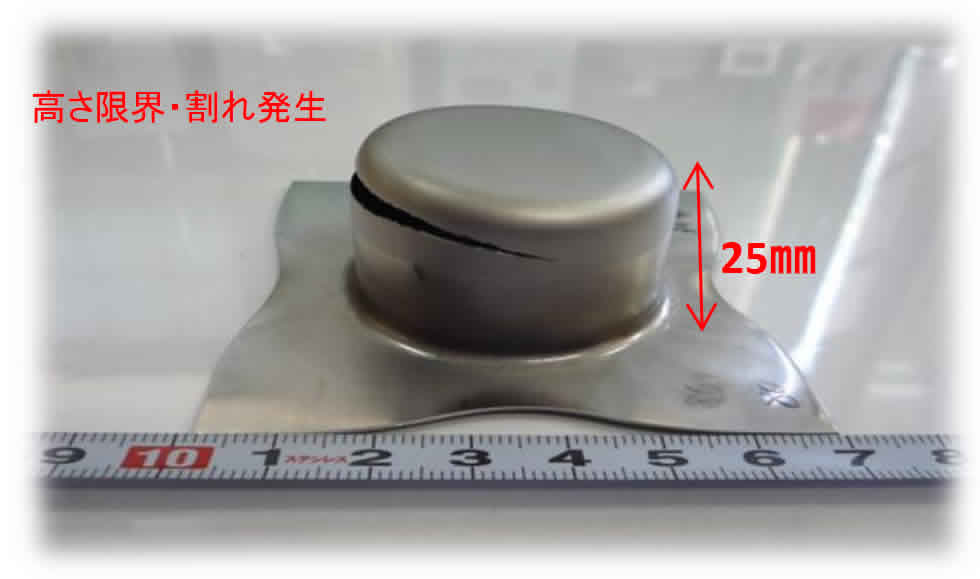 |
 |
| SUS304 | 90×90 | 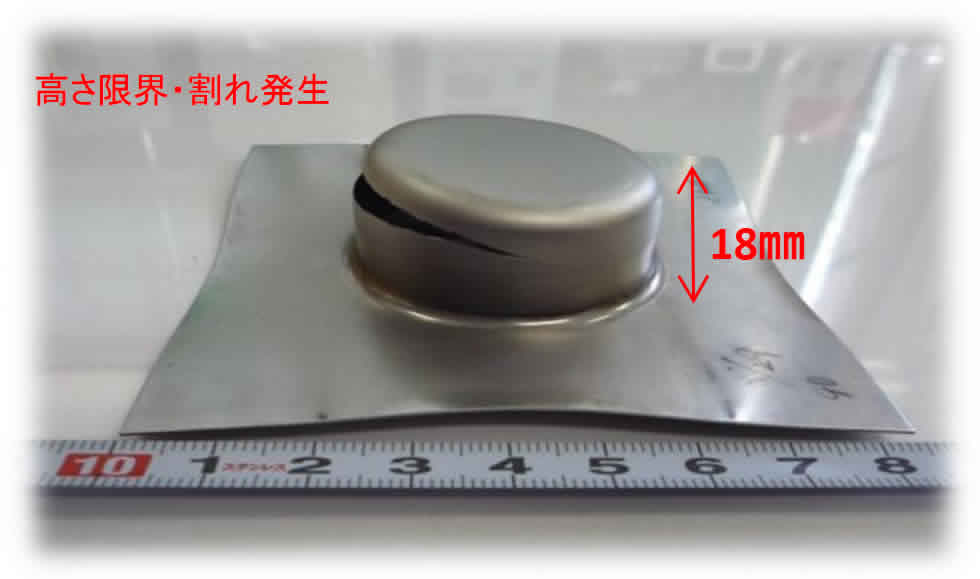 |
 |
| SUS430 | φ90 | 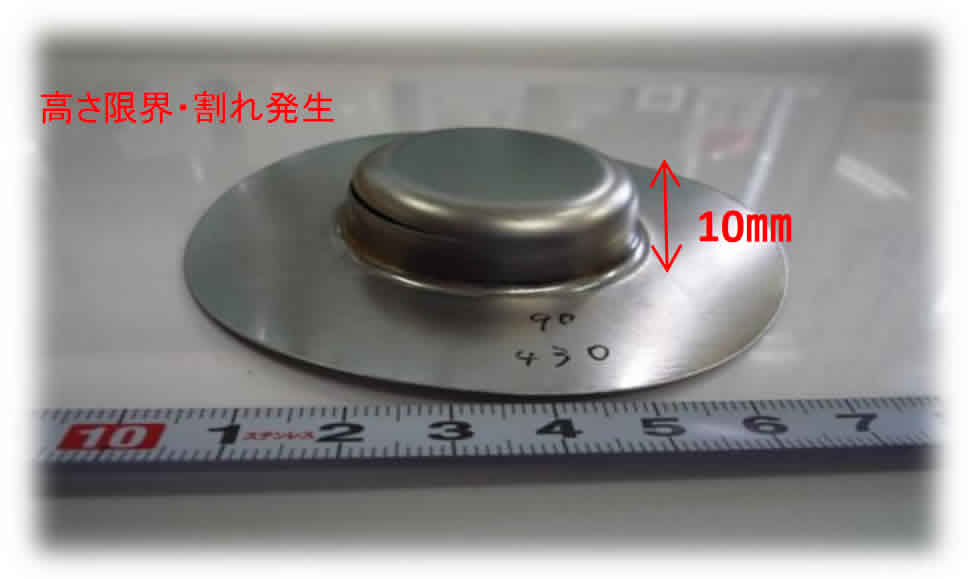 |
 |
| SUS430 | 90×90 | 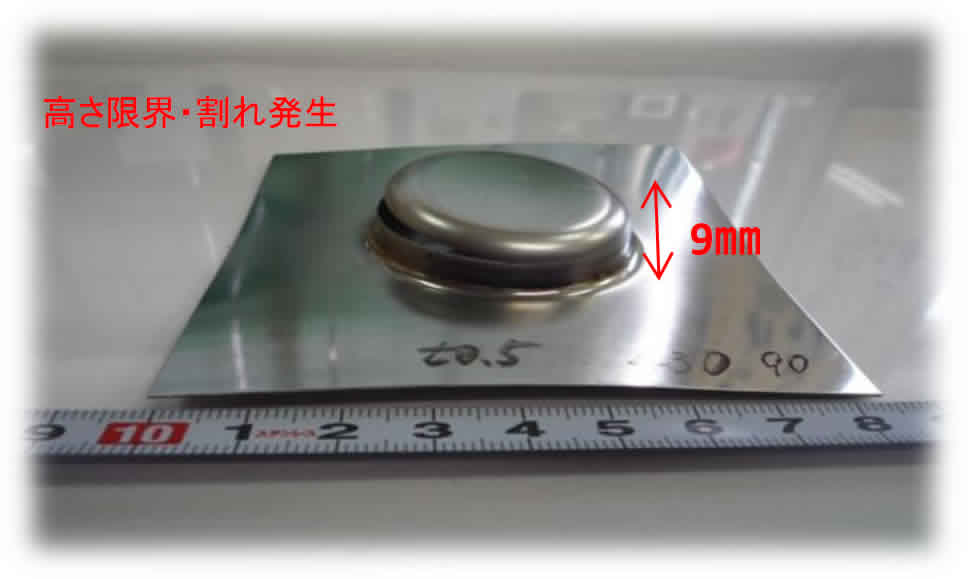 |
 |
| SUS430 | 100×100 | 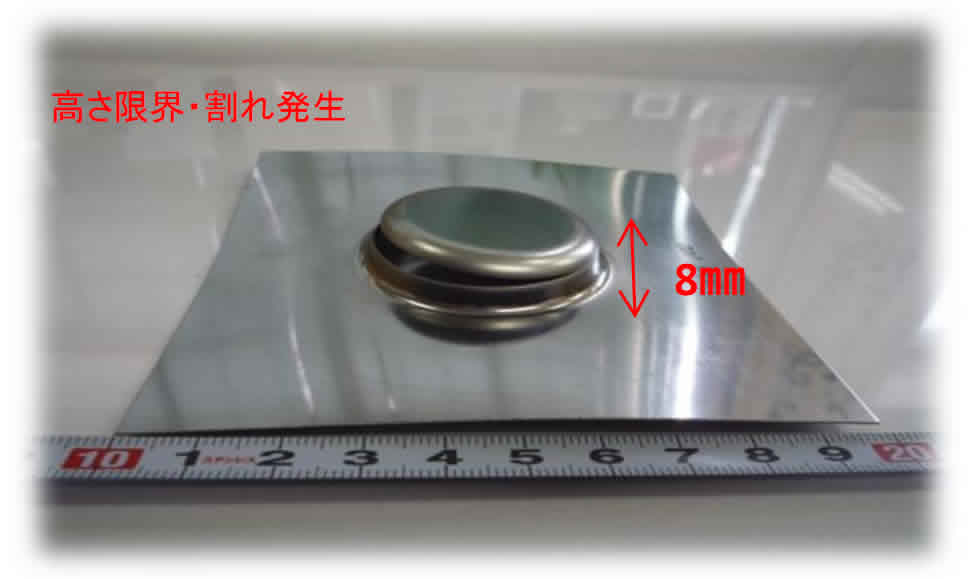 |
 |
トランスファー型+温間絞り
トランスファー型とは、それぞれの独立した金型を各工程順に一列に配列し、専用のプレス機械で加工するように設計されたプレス金型で、同時にプレス機械と搬送機構を同期させることで連続して自動加工を可能にした加工技術のことです。
当社ではこの「トランスファー型+温間絞り」の技術を得意としております。
トランスファー型は従来のものに比べ、考慮する点が多いため金型自体の設計難易度は高いのですが、自動で連続加工が可能になるため大量生産と製品のコストダウンを図りたい場合に向いています。

このような複雑な形状も1台のプレス機械で加工できます。

〒959-1276
新潟県燕市小池3442-1
TEL 0256-62-5690
FAX 0256-62-4618
事業内容
プレス金型
設計製作・絞り型・曲げ型・打ち抜き型・順送型・トランスファー型

吉井金型製作所は、NCネットワークに登録しております。
 © 株式会社 吉井金型製作所
© 株式会社 吉井金型製作所